

Tap & Drill Bit Set, 1/4-32 UNEF Straight Flute Thread Tap and 7/32" (5.6mm) Twist Drill Bit, Titanium Coated M2 High Speed Steel Thread Repair Tapping Tools
Product details
| Management number | 219298037 | Release Date | 2026/05/03 | List Price | US$34.09 | Model Number | 219298037 | ||
|---|---|---|---|---|---|---|---|---|---|
| Category | |||||||||
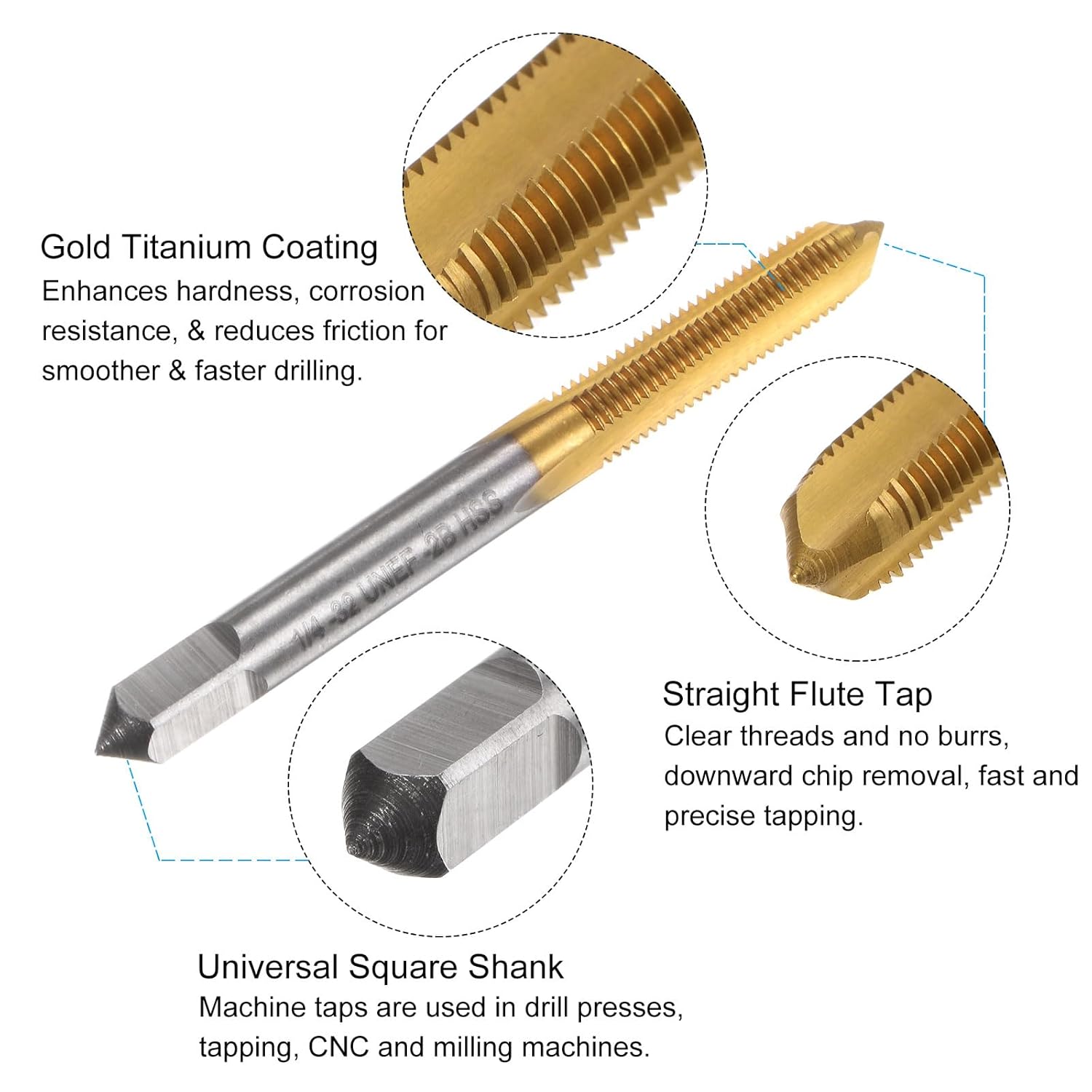
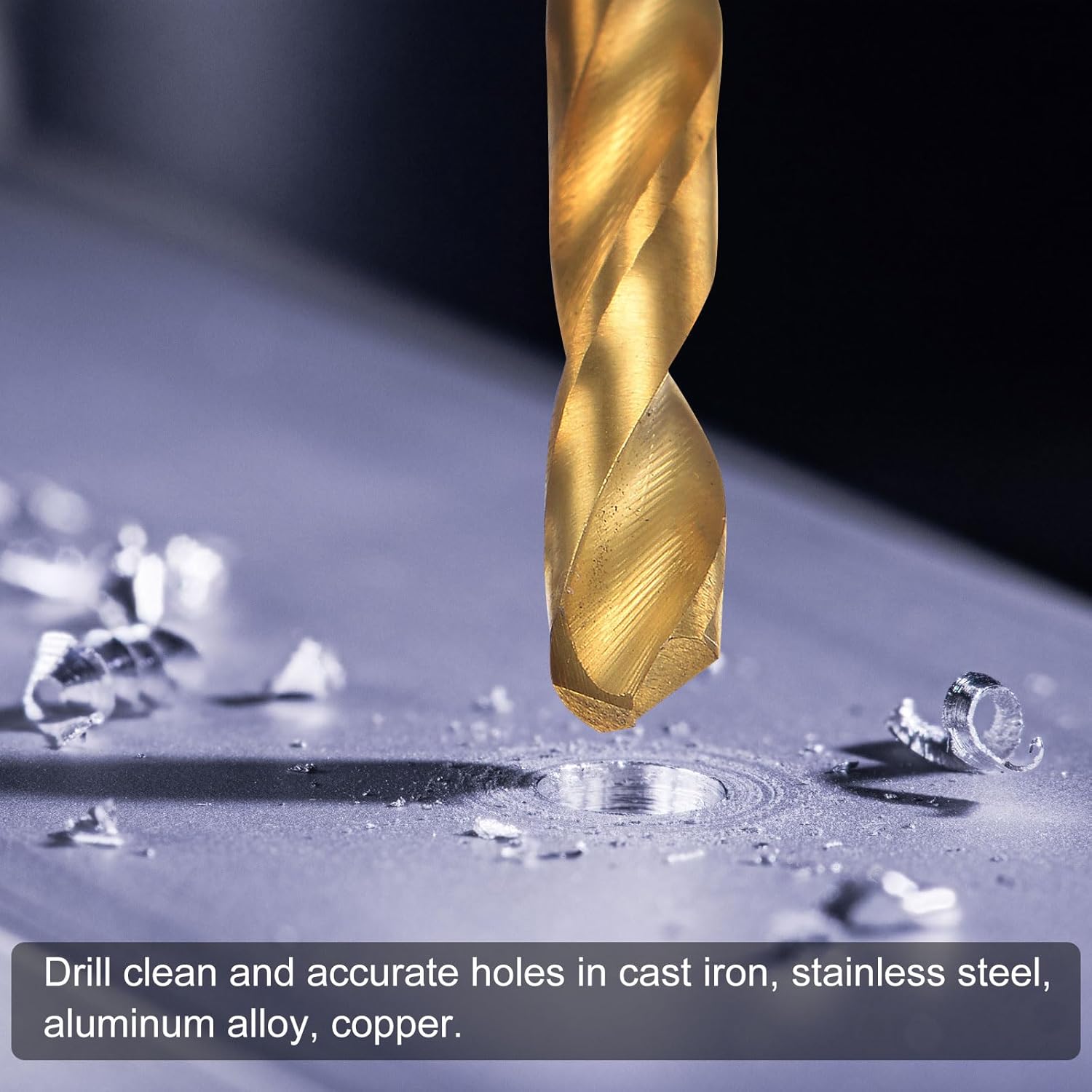
1pcs Thread Tap:Thread Size: 1/4-32 UNEF; Thread Length: 27mm / 1.06"; Square Shank Size: 5mm / 0.2"; Total Length: 68mm / 2.68"1pcs Twist Drill Bit:Cutting Edge Diameter: 5.6mm / 7/32"; Shank Diameter: 5.6mm / 7/32"; Cutting Edge Length: 47mm / 1.85"; Total Length: 92mm / 3.62"Descriptions:Thread tap adopts straight flute design, with clear threads and no burrs. Right hand thread cutting, downward chip removal, fast and precise tapping, suitable for through holes or shallow blind holes. Machine taps are used in drill presses, tapping, CNC and milling machines. Use with tapping oil to get higher quality threads and more durable taps. Not recommended for hand use and electric drill tapping.Twist drill bit adopts a spiral flute chip space design to remove chips quickly and cleanly. Cutting edges provide neat and smooth cuts. Use an appropriate lubricant (such as cutting fluid or oil) to reduce friction and heat build-up.6542 (M2) high speed steel tool set offers excellent heat resistance and hardness for durability and longevity, and good cutting performance for clean, precise holes. Gold titanium coating enhances hardness, corrosion and rust resistance, heat resistance, and reduces friction for smoother and faster drilling. Suitable for cast iron, aluminum, stainless steel, carbon steel, aluminum alloy, bronze and hard plastics.Tips: Drill holes with a twist drill bit first, then tap with a thread tap. The tapping angle should be 90 degrees vertical and stable. The higher the hardness, the slower the speed.The tapping depth should not exceed 1.5 times the diameter of the tap (for example, the diameter M4x0.7 is about 4mm, and the depth should not exceed 6mm.)
- Tap & Drill Bit Set: Thread Tap: thread size: 1/4-32 UNEF. Drill Bit: cutting edge diameter: 5.6mm / 7/32". 6542 (M2) high speed steel tool set offers excellent heat resistance and hardness for durability and longevity, and good cutting performance for clean, precise holes.
- Wide Applications: Tap and drill set can create new threads or re-thread damaged or jammed threads. Suitable for through holes or shallow blind holes. Thread repair tools are used for cast iron, aluminum, stainless steel, carbon steel, aluminum alloy, bronze and hard plastics.
- Straight Flute Tap: Clear threads and no burrs, right hand thread cutting, downward chip removal, fast and precise tapping. Use with tapping oil to get higher quality threads and more durable taps. Machine taps are used in drill presses, tapping, CNC and milling machines. Not recommended for hand use and electric drill tapping.
- Twist Drill Bit: Adopts a spiral flute chip space design to remove chips quickly and cleanly. Cutting edges provide neat and smooth cuts. Use an appropriate lubricant (such as cutting fluid or oil) to reduce friction and heat build-up. Gold titanium coating enhances hardness, corrosion, heat resistance, and reduces friction for smoother and faster drilling.
- Tips: Drill holes with a twist drill bit first, then tap with a thread tap. The tapping angle should be 90 degrees vertical and stable. The higher the hardness, the slower the speed. The tapping depth should not exceed 1.5 times the diameter of the tap (for example, the diameter M4x0.7 is about 4mm, and the depth should not exceed 6mm.)
| Brand Name | WKVMXGKYO |
|---|---|
| Unit Count | 1.0 Count |
| Part Number | 9383342666341 |
| Manufacturer | WKVMXGKYO |





Bestseller ranking
Drip Pans





Customers who viewed this product also viewed
Drill Bits






Correction of product information
If you notice any omissions or errors in the product information on this page, please use the correction request form below.
Correction Request Form